What Are Valve Specifications?
Similar to piping specification, but provides you the guide to what those valve commodity codes on the piping specification means.
Typical information includes:
1) Commodity code
Commodity codes are usually a long string of text for example the below I have seen:
1) Commodity code
Commodity codes are usually a long string of text for example the below I have seen:
*VOEACCM
*VAACE6PM
*CVV1137YY
These codes is how Company or Contractor label their valves in a systematic manner based on the specifications below.
2) Type of service
The service fluid the valve is recommended for.
The service fluid the valve is recommended for.
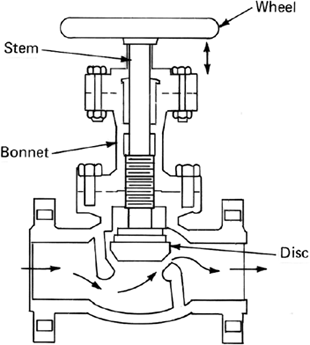
3) Materials of construction
Material of construction of the body, stem, handwheel, disc, seat.
Type of body constructions for example forged, casted, machined, etc.. (Body commonly casted)
3.1)Type of Trim
This is the material specification of the disc and seat. Read API 600/602 for a list of trims typically carried by vendors and their applications. They range from a number from 1 to 12 and this numbering is not in order of anything.
This is the material specification of the disc and seat. Read API 600/602 for a list of trims typically carried by vendors and their applications. They range from a number from 1 to 12 and this numbering is not in order of anything.
Trims can come in hard or soft material. Where Hard here refers to hard facing material such as stellite and martensite stainless steels (400 series) and soft refers to the usual 316. There are other classes of trims non-API for example resilient soft seats used in harsh chemical service in typical resistant materials such as PTFE, PEEK, VITON and many more, theses resilient soft seats are usually much susceptible to damages and would require increased frequency and cost of maintenance.
3.2 ) Packing construction
*Packing compression type: with or without Bellville springs
Teflon or other Polymer packing
Steel wire reinforced graphite yarn packing
Or a mixture of graphite yarns with pure graphite rings (Harsh applications)
4) Type of Valve construction for eg.
Ball - 3 piece bolted, 2 piece screwed
Globe/Gate - bolted bonnet, screwed bonnet, welded bonnet, pressure seal
Butterfly - wafer type, lug type
Check - Piston, swing disc, lift disc, butterfly double disc, hoerbiger type
Ball - 3 piece bolted, 2 piece screwed
Globe/Gate - bolted bonnet, screwed bonnet, welded bonnet, pressure seal
Butterfly - wafer type, lug type
Check - Piston, swing disc, lift disc, butterfly double disc, hoerbiger type
5) Flow Pattern
High/Low CV
Full bore / Reduced bore.
2 way, 3 way, 4 way flow.
High/Low CV
Full bore / Reduced bore.
2 way, 3 way, 4 way flow.
6) Valve Testing and Inspection
Most common testing and inspection standards for new and repair of valves will comply to API 598.
Refer to it for exactly what needs to be tested and inspected to verify that a valve is fit for service. It fulfils the basic requirement to ensure valves qualities.
Purchasing Issues
Some thing you might ponder about during purchases:
Why are certain brands so significantly cheap / expensive?
Let us break down a valve into its individual components to analyze. When you breakdown to this level you would realize each valve is intricate when you perform the installation and maintenance.
However from an inexperienced purchaser/piping designer point of view, they will consider a valve as "it's only a valve." without realizing valves are part of a major problem in a plant should it be of inferior quality, Potential problems we might face will be mentioned in Section 3.7 Valve Repairs.
Potential areas observed that manufacturers saves on that are less investigated by purchasers/piping designers:
* Packing design and material (Potentially results in low MTBF, frequent leaks)
* Body material (Composition of ingot material from inferior source not meeting composition req'd)
* Casting method (Casting method/flow plays great importance in strength of material)
* Quality Control (Despite documentation, hidden lapses and doctored inspections would still be present from some overseas manufacturers especially in China/India where QC seems haphazardly done. Nevertheless, I have still seen quality products from China and India, of course at a higher price. So nationality of these valves shouldn't be stereotyped, but rather the quality control process and how the purchaser would like to manage these issues should these lower cost destinations needs to be specified.
Point at the end of the day... You usually pay for what you get.