Refractory are similar to lining and coatings, for which the purpose is to protect the metal enclosure from the effects of heat and chemicals.
Refractories are found in fired spaces such as ovens, boilers and reactors
What operators fear during operations is hot gas pass due to refractory failure, this can potentially heat up the metal surface beyond its design temperature reducing the stresses of material. What do I meant by this statement?
Metal properties, in reference to ASME II-D Material Properties, it can be observed from the several charts for ferrous steels that the Maximum Allowable Stress values remain uniform up to approximately 600F before it begins losing it, therefore the ability of the equipment to hold pressure & stress reduces. This issue is especially important for reactors as they normally operate at higher pressures as compared to ovens and boilers.

As a result of the overheating of metal, we not only have a problem holding the pressure, but we also face many other problems if refractory damage is allowed to be left in place. To summarize the ill effects:
- Exposure of metal surface to harsh process media
- Exposure to acidic components such as H2S, polythionic acid, naphenthenic acid, ammonia bisulfide, chlorides, hydrogen and many more can result in significant increase in corrosion rates or Stress Corrosion Cracking.
- Damage to insulating bricks
- Refractories are normally lined in several layers especially for high temperature service involving harsh chemicals ie. reactors. The penetration of gas through fire bricks can lead to insulating bricks failure.
- Hot spots
- Overheating of metal results in red hot spots and eventually metal damage due to creep which causes material to loss its strength over time.
General Acronyms
- Hot face bricks - High alumina content to resist high temperatures
- Insulating bricks/castables - These are usually lined between the hot face bricks and metal wall.
- Mortar - Adhesive to join bricks, don't use them as castable, they are meant to be thinly spread.
- Pour castable - Similar to refractory bricks, however for difficult to lay areas to reduce work time.
- Ramming Castable - Also known as plastic castable, used for filling voids in castable and refractory brick spaces by injection.
Damage Evaluation and monitoring
Monitoring:
Basic monitoring for refractory condition can be made by online condition assessment from exterior by utilising the following methods to have a glimpse of the metal condition which can reveal whether if refractory have deteriorated.
Damage Evaluation
After shutdown of unit, thorough inspection of the equipment can be performed to identify suspected damaged observed during monitoring.
Even if no damage are suspected, brief inspection of the below can also be carried out to identify minor indications especially if operating temperature is much much higher above ambient, as thermal expansion can cause unexpected damage from minor cracks and nicks. Inspect if you can, this is likely your one and only chance in a long time, as plant equipment are expected to be running 24/7 and have high availability!
- Live Infrared thermography
- Monitors hot spots, loss of refractory material by localized or overall temperature increases.
- Sectional insulation removal
- Inspect for distortion and change in OD which are signs of creep,
- Inspect for surface glazing which are signs of hot spots
Damage Evaluation
After shutdown of unit, thorough inspection of the equipment can be performed to identify suspected damaged observed during monitoring.
Even if no damage are suspected, brief inspection of the below can also be carried out to identify minor indications especially if operating temperature is much much higher above ambient, as thermal expansion can cause unexpected damage from minor cracks and nicks. Inspect if you can, this is likely your one and only chance in a long time, as plant equipment are expected to be running 24/7 and have high availability!
- Loss of mortar material or strength
- Loss of mortar strength between bricks can be caused by improper mixture and application during brick laying. The physical condition can only be identified offline, tell tale signs are loose bricks, broken castable or cracked refractory. Therefore important properties to watch during repairs and construction are:
- Crush strength - Resist compression
- Adhesion strength - Resist loss of bonding
- Water content - Gives mason more time for application
- Air content - More air, more porosity, but good mortar closes up this issue.
- Time after mixture - Mortar is an adhesive, it loses adhesiveness in air over time.
- Quality of brick - Good bricks should have slightly rough surface to improve adhesion with mortar, they should also have low porosity and high crush strength
- Erosion of refractory or mortar material
- In high flow rate furnaces such as gas reactors or those containing 2 phase flow, there will be loss of refractory material.
- Mortar having less crush strength than bricks is much easily eroded or damaged by thermal expansion. Watch out for loss of mortar which can increase build up of material between bricks and over time even penetration to insulating layer behind the bricks.
- Build up of carbon
- Observed this in a gasifier, which is an incomplete combustion furnace with a feedstock containing high metal content.
- One of the main product carbon monoxide breaks down into carbon under high temperature with metal as the catalyst with the refractory material acting as an catalyst.
- Along with erosion of mortar, the carbon built up had penetrated into the area between the bricks and insulating castable as a result pushed the bricks inwards into the furnace and caused several cracks and rise in metal temperature.
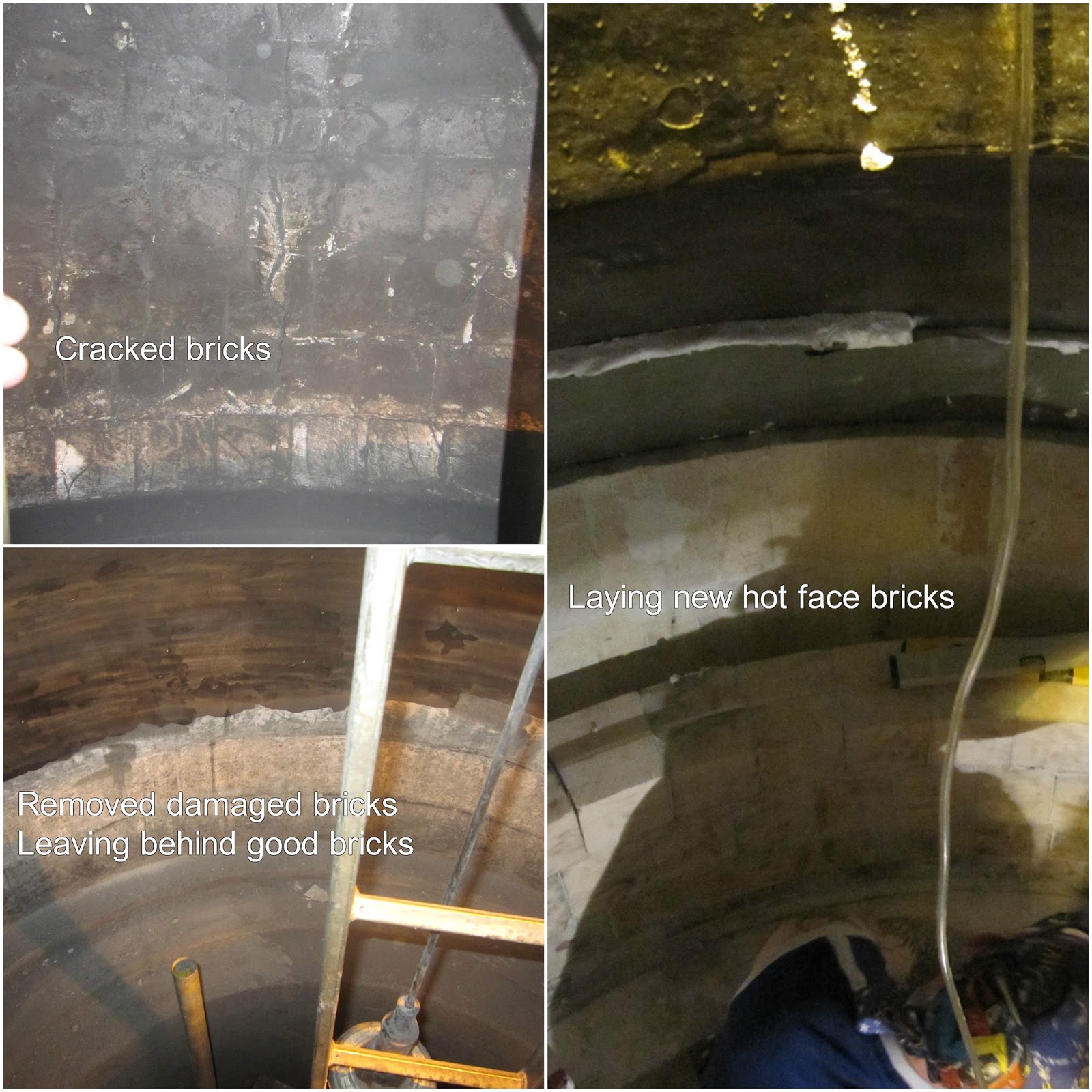
- Crack on bricks
- Inspect for damaged bricks in suspected areas.
- Refractory may contain layers of bricks, should suspected area shows perfection on the hot face, but shows a hot spot on the thermography, hot leak could come from another location within close proximity.
- Avoid denial of defects due to good hot face condition, it could be underlying.
- Quality of bricks
- Always ensure quality source or experience with the process. This is beyond quality documents, as documents are usually doctored these days.
- Perform factory visits, request for sample fabrication and witnessed testing before purchase in placed.
- Example of tests
- Crush strength
- Porosity (Cutting it up)
- Rung test (Not effective)
- Areas with gaps exposing metal surface
- Inspect metal surface for
- Corrosion - This contagious issue could spread beyond and behind the refractory
- Glazing - This is signs of hotspot formation and may cause catastrophic failures.
Repairs and Installation
- General Information for Refractory Repair
- Only damaged section needs to be repaired, there is no need to spend excessively
- For custom shape bricks that do not fit, they can be cut by the mason to fit, but in no case cut it down to less than 1/2 of original size.
- MDB will state maximum mortar thickness, avoid large joints to minimise failures.
- For Pour castable refractory, watch out for its preparation process, as there are also factors to monitor such as mixing temperature, mixing time, water content material still within shelf life.
- Fill all gaps possible with plastic castable.
- A frame or form work is normally used for laying bricks/casting on difficult positions such as overhead domes.
- Loss of mortar material or strength
- For such failures, the reasons and what to look out for has been listed above. For the repair be prepared to inspect quality of raw material, quality of workmanship which includes mortar preparation to brick laying process.
- Use quality manuals from Manufacturer Data Book or use a Specialist. Workmanship is very important for performance.
- Crack on bricks
- For such failures, it usually points to quality of bricks from factory and has been listed above.
- Areas with gaps exposing metal surface
- Consult the inspector, repair organization & specialist for repair procedures as it varies from case to case basis. Refer to Pressure Vessel repair section.


")


















