Valve Repair
Repair of valve is a pretty straightforward activity to perform.
Valve repairs are very common especially on systems handling steam and corrosive fluids. Beware of steam cuts, it can grow from a condensate droplets to a huge mist cloud in few days. The longer a leak is withheld without repair, the higher the maintenance activity.
1. Various forms of valves problem:
a) Leaking packing gland
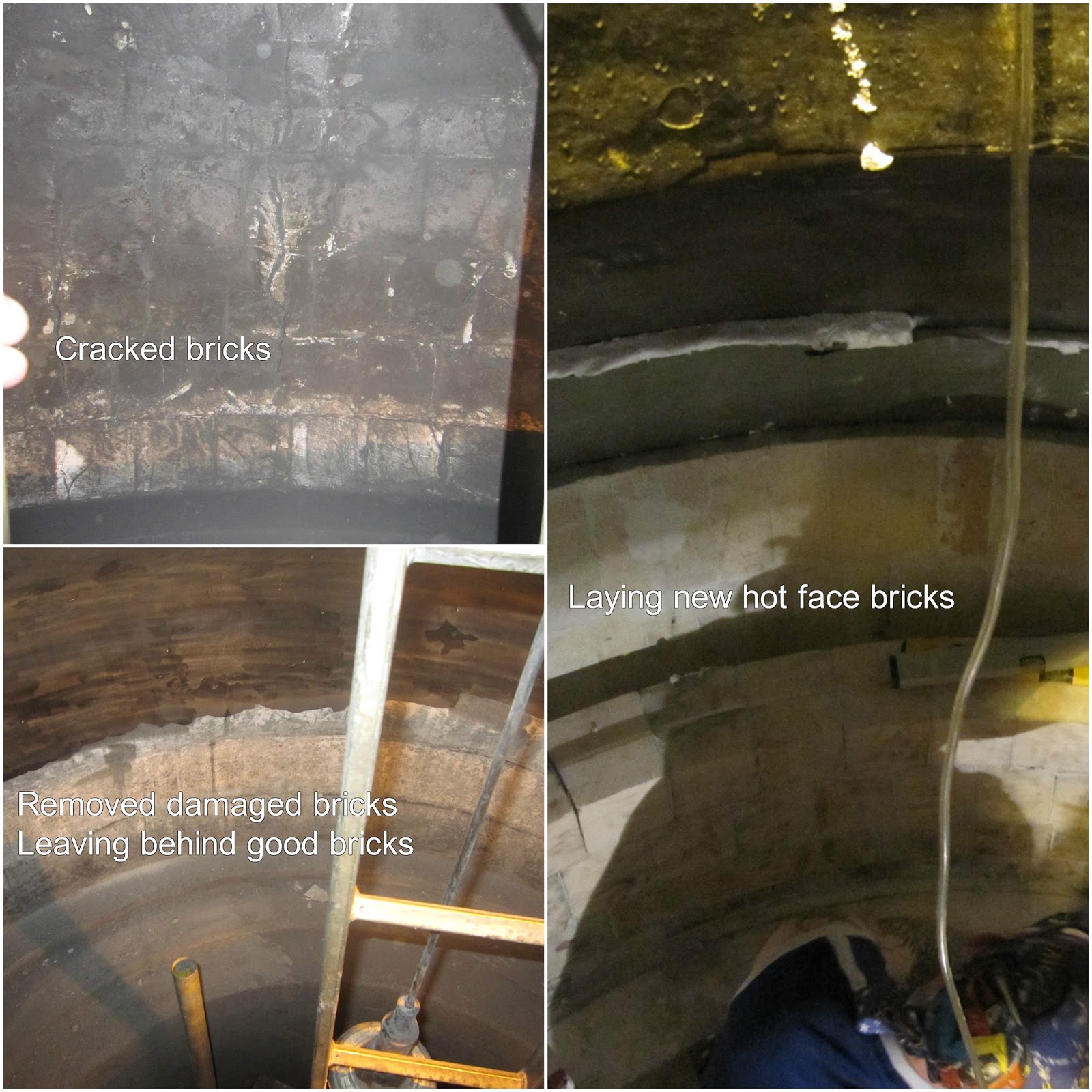
Major cause for this problem is corrosion, aging and steam. (Top & Bottom Left Photo)
b) Leaking flange
Major causes of this problem is corrosion, aging, steam, misalignmemt and unsuitable gasket.
c) Leaking bonnet
Major cause of this problem is same as leaking flange, as this item is a flange! (Top & Bottom Right Photo)
d) Passing
Major cause of this problem is unsuitable trim design, aging, improper usage caused by operators with a torque wrench.
e) Knocking and vibration
Major cause of this problem is a
* Design flaw, most likely a stop valve with check valve function is installed and flow rate is at natural frequency of the system. Or..
* Unsuitable valve for draining/venting/gage installednear a reciprocating equipment which operates at its natural frequency.
Contractor design manual usually covers this, where to locate the drain/vent valves for which size and pipe thickness. Fatigue cracking will come after those who do not review designers work!
f) Corrosion
Major cause of this.. Process spills nearby, leaking flanges, leaking fitting on valve body, located near the sea or a corrosive area. (Top & Bottom Right Photo)
2. And now how to repair ?
a) Packing gland leak
1) First thing to do will always be to tighten it, however there is always a limit to tightening, eventually there will be no packing left. Sometimes the packing tight bolts are jammed or corroded, so If all fails.. Isolate the line, put in PTW and the usual stuff.
Chesterton 1600 Series Packing Yarn (2016)
Source: Chesterton 1600 Valve Packing Webpage
2) Remove packing with a gland extractor, Replace the gland with original spares or typical repair "yarn" available in most gland material. Use compatible material ie. Teflon for corrosive or cryogenic lines, use graphite with inconel braiding type for hot systems.
* Note that some valves especially pressure seal valves uses a special sandwich packing system comprising of graphite yarn + pure graphite configuration for improved sealing and operatibility.
3) Another way to repair a valve with leaking gland is to tap a hole on the bonnet and inject a sealant. The sealant usually lasts between 2 to 5 years. A more expensive option compared to packing change, if you cant stop the system and leaking fluid from the gland is a huge serious issue in your plant.
4) Some valves have different type of sealing ie. Belleville spring, pressure seal. Refer to IOM for proper repair procedures, original spares are usually recommended for repairing such valves.
I observed a shoddy pressure seal valve repair by lapping the steam cut area and boxup. This clearly doesn't work. Do it good, do it right.
5) If it still keeps leaking upgrade the packing to Chesterton Valve Sealing System 5800 and equivalent. This system basically upgrades your packing to the sandwich type mentioned above and adds live loading spring washers to packing bolts for thermal stress compensation. See picture.
Chesterton 5800 Series Packing Kit (2016)
Source: Chesterton Valve Packing Repair Kit Webpage
b) Leaking flange
1) Same as above, first remedy is usually to tighten. But wait.. Is the bolt head already corroded and rounded? Is the flange still leaking despite tightening, If yes..
2) Isolate the line and break the flange. Inspect the flange and gaskets.
3) Is it a gasket problem ie. Wrong size, material type? Pls install the right gasket!
4) Is it a flange problem? Wrong rating, corroded flange face.
4.1) Corroded flange face can be machined down with onsite machining to achieve required finishing to B16.5 about 250um rms. However do check thickness of flange to ensure u have suffice material.
4.2) What if you cant machine? Use gasket sealant paste, these usually works well if you use good brand like Permatex form A. Not endorsing any brands here but this is what we have.
4.3) Rarely I face the problem of a incorrectly rated flange. But it is still a possibility. Check the design, operating pressure/temperature vs the flanges. Corrosion of flange face and gaskets are more of a harassing issue which leads to leaking flanges.
c) Leaking bonnet
Refer to leaking flange.
d) Passing
1)Simple.. Change the valve
2) what if its welded or your on a budget constraint ?
a) inspect it and if its in trouble
b) perform a weld build up repair
c) change out the entire trim/bonnet assembly.
These usually fixes the problem, however if they keep returning let say every year, you know there is a problem with the trim material, valve brand or even body design. I have seen some design which promotes crevice corrosion and some design which fails so frequently but others that hold up so well. Do accept a brand change sometimes, its good.
e) Knocking/Vibration
Unfortunately there is no quick fix to this. Redesign the pipe connections or system
d) Corrosion
- Brush it and paint it
- If it keeps pestering you, the material is likely unsuitable, talk to management for an upgrade, usually they would prefer if you brush and paint it though it keeps you busy and may cost more in the long run.
- For the equipment near process spills, my plant had successfully protected them by building mini shelters over where corrosive fluids tends to attack valves, control valves, junction boxes. We build them with insulation cladding, they are extremely cost effective.
- Some valves comes with relief vent ports or hinge pins providing an escape way for process fluid, do expect them to leak overtime and suggest to perform Corrosion Under Insulation checks by creating a window on the insulation at where these points locate, and of course not forgetting to create the Inspection schedule.



")